

Can You TIG Weld Aluminum without A Filler Rod?
This process is also known as fusion welding or autogenous welding. With any technology as versatile as TIG welding—there’s a time and a place for everything is a pretty safe rule of thumb. However, most TIG pros agree that when it comes to skipping filler rod, it’s more important to know when you can and if you should then how to do it.
In the following article, we’ll discuss the best reasons to TIG weld aluminum without filler rod, when it’s probably going to be okay to do it, and what the challenges and downsides of going without filler are.
TIG Welding Aluminum Without Filler Rod – An Overview
Fusion welding with a TIG machine is a pretty common practice on all kinds of steel, especially stainless. There are a few things about this method that would make you want to use it on aluminum, as well.
With enough skill or the time and practice to develop your metal fabrication skills, you will be able to say that you can TIG weld aluminum in a wide range of situations. But should you?
Working without filler rod can be:
- faster
- easier
- less expensive
than using filler material on your welds.
But TIG welding aluminum without a filler is extremely prone to cracking. Cracked welds fail tests. Worse, cracked welds that don’t get tested cause projects to fail structurally.
TIG Welding Beads Without Filler Rod
After you learn basic welding safety, the basics of tig welding, machine settings, electrode basics, and metal preparation, it’s time to light up.
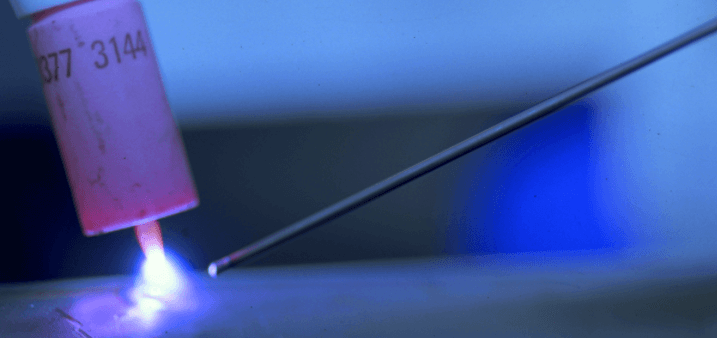
The first skill drill we are going to do is just welding tig beads without using any filler metal.
This drill can be done using any tig welder that can produce about 100 amps DCEN.
Since there are several levels of tig welding machines that will be used, I won’t know exactly which type you will be using but, I will name a few.
The most basic machine is pretty much a DC stick welding machine with a tig torch connected to the negative cable. All that is needed other than a tig torch with a gas valve on the body is a cylinder of argon and you have a basic scratch start tig rig. This simple setup is also referred to as a dry rig.
A slightly better setup would be a DC only tig machine with lift arc feature.
Lift arc is a bit easier to start without messing up the tip of the electrode.
Next up the ladder might be a DC only tig machine with lift arc and a torch switch or amperage control that allows termination of the arc while still shielding the puddle with argon.
Ideally, a dc tig welder with torch switch option along with a foot pedal control will work best for this skill drill because the torch switch can be used at a predetermined amperage for several beads before introducing a foot pedal amperage control. Why? Because it’s just a bit easier to learn one thing at a time.
With a torch switch , amperage can be set on the machine and you can focus solely on the puddle, electrode angle, arc length, and travel speed.
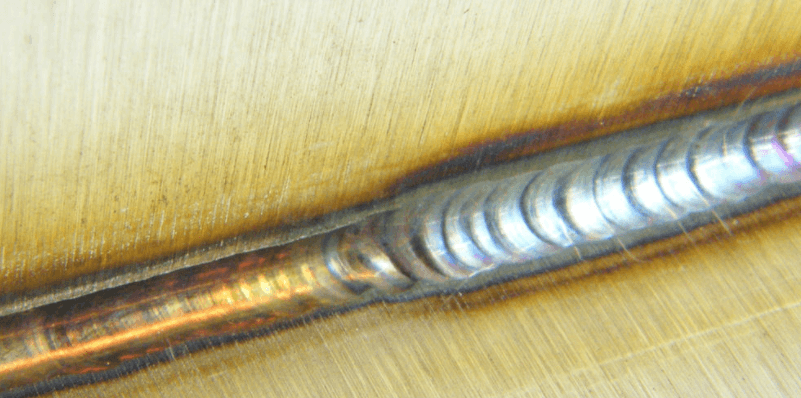
I know there will be all types of machines being used for this drill so I am just trying to cover most of the bases. The things to pay attention to on this skill drill are: the size and shape of the puddle, electrode angle, arc length, and travel speed. size of the puddle should be around 1/4″ or 6mm and it should be kind of egg shaped or semi round

What Welding Rod Do I Use To Weld Stainless To Mild Steel?
Depending on the type of work you do, there may come a time when you have to weld dissimilar metals together. In this episode we discuss welding 304 Stainless Steel to A36 Mild Steel using SMAW.
This process is very common in structural applications where a steel connection needs to be joined to stainless steel. I used this application quite frequently when I worked at Disney. We had to make steel to stainless connections in many of the attractions that used water as an effect. Due to the heavy chlorine in the water to prevent the spread of bacteria, stainless steel was used in place of steel wherever it would interact with the water.
For this demonstration we used an E309 rod and used the SMAW process. The rod runs similar to any other drag rod but the work angel has to be exaggerated just a bit. Due to the fact that stainless steel has a lower thermal conductive than steel, it takes a bit more attention to tie in properly. In the video we had 304 stainless as our bottom plate and an A36 mild steel plate on the top. This is a typical fillet weld in a t-joint configuration. In order to get a good tie-in to the stainless plate we run the work angle at roughly 65°-70° angle so that more heat is being placed on the stainless steel. This will help prevent lack of fusion as well as slag inclusions. The electrode runs pretty fluid and travel speeds are similar to an E7018.
We also demonstrate what happens if you use a 45° work angle as if we were running a regular mild steel drag rod such as an E7018. You’ll notice that we end up with both lack of fusion and some slag inclusion. It is worth noting that is the configuration had been reversed and the stainless was on top and the mild steel piece was on the bottom, we would then use a work angle of 25° or so and favor the vertical leg tying into the stainless plate.
With a little practice and patience you shouldn’t have any problem running this electrode. As with any welding process, make sure you have adequate ventilation. Stainless steel contains hexavalent chromium and can potentially cause health issues. Always make safety the first priority of every job. Until next time, Make Every Weld Better Than Your Last.
Some Basics to Consider
It is easiest to get quality fusion welds on aluminum when you are working with immaculate parent materials—the thicker, the better. The alloy series of your aluminum will also influence the results. There can’t be any gaps in the joints you’re welding if this method is going to work.
If your project gives you these essential elements to work with, then working without a filler rod might be a good option. In a lot of cases, though, it would take too much time and effort to get these in place to make skipping filler practical.
What Type Of Welding Is Used for Stainless Steel?
When determining what form of welding is best for your custom wire basket, the answer depends on what type of metal is being used. If your custom basket is made from stainless steel, then there are certain methods that are superior compared to others for stainless steel welding.
The properties of stainless steel have to be considered before choosing a weld. For example, Marlin Steel makes most of its custom wire baskets from grade 304 or 316 stainless steel, they are corrosive-resistant and have a high tensile strength. Chrome-nickel stainless steel alloys have a high electrical resistance and cool off fast. Since stainless steel alloys bond and solidify quickly with minimal distortion, resistance welding is the best welding technique for stainless steel.
Using a resistance weld for stainless steel welding is an easy, smoother process when compared to other metals. Due to its high resistance to current flow, heat at the weld joint is generated easier and quicker than mild steel.
Resistance welds can be completed incredibly fast since resistance welding works by passing electricity through a material and generating heat by resistance. Stainless steel tends to get up to weld temperature very quickly, which allows for quick welding. For example, Marlin’s IDEAL welding machine can complete a weld in two milliseconds (i.e. 2/1,000 of a second)—which makes it the best welder for stainless steel.
While resistance welding is similar to arc welding because both apply an electrical current to help join two pieces of metal together, it does not require a filler like arc welding. Instead, resistance welding uses pressure to bind the two materials being welded together. Resistance welding is also the best overall welding method for stainless steel since, without the use of a filler, there is much less risk of weld splatter and a much cleaner look to the product. Using resistance welding also reduces the risk of discoloration and burns around the weld site because a resistance-type stainless steel welding machine operates so quickly.
How Can I Improve My TIG Welding?
Achieving a perfect TIG weld isn’t always easy; it’s as much a matter of training and practice as it is simple patience.
By its very nature, TIG welding is a relatively slow process. But it is also a very versatile one. In fact, it can be used to weld more materials than any other welding process, even exotic and heavier alloyed metals. It’s also well suited for thin materials, as it generates a low heat input to prevent burn-through. No matter the application, when done properly, TIG welding can provide extremely high weld quality.
Achieving such positive results, however, isn’t always easy — it’s as much a matter of training and practice as it is simple patience. Fortunately, arming yourself with a few tips along the way can help you greatly improve the efficiency of the process.
Invert the process
Using an inverter power source is one of the first steps you can take to improve TIG welding efficiency. Inverters operate by switching high-voltage low-amperage alternating current (AC) into direct current (DC) back and forth at a very high rate of speed — up to 50,000 times/second. The overall result is a smooth arc that provides consistent welding performance.
Inverters also have frequency controls that allow you to determine the length of time that it takes the unit to complete one full current cycle (the combined time spent on electrode positive and electrode negative) and adjust the frequency from 20 Hz – 400 Hz. (Note: Transformer-based power sources only produce an output of 60 Hz, which is the same frequency that comes from the wall power receptacle).
The inverter’s frequency feature helps improve your welding efficiency by narrowing the focus of the arc, which, in turn, creates a narrower weld bead and minimizes the heat-affected zone. With this feature, you will need less time and filler metal to complete the weld and can also obtain faster travel speeds. By reducing the heat-affected zone, you can minimize the chance of burn-through and the need for rework.
Inverters also feature a balance control, which allows you to adjust how long the current spends in each part of the AC cycle and is especially useful if you are welding aluminum. You can adjust the balance control toward the electrode positive part of the cycle to gain more cleaning action (removal of the oxide layer) or toward the electrode negative to gain greater weld penetration and faster travel speeds that allow you to finish the job sooner.

Can You TIG Weld Without Gas?
With the cost going down and the quality going up on TIG welders in the last 5 years we are getting a lot more beginner sheet metal fabrication workers asking questions about what a TIG can do and where it can be used. Understanding how the welding process works with a TIG welder will allow you to understand if one is the best welder for your shop. TIG welding is the preferred method among most high end weld shops but it does have its limitations.
Do you need to weld outside where shielding gas isn’t an option or you can’t afford a bottle of gas? Welding without a shield for the weld puddle isn’t really possible with ANY type of welding. The difference is that some welding methods (like TIG welding) require an actual welding gas and others use a flux or coating on the filler wire that burns off creating the shield that the weld puddle needs to keep contamination out of the molten metal. When welding with a TIG welder you are using a piece of bare, uncoated filler wire and a Tungsten that jumps an electric arc to the work piece to create a puddle. This method of welding requires every piece of the process to be VERY clean and 100% Argon is required as a shielding gas. Without a shielding gas you will burn the Tungsten, contaminate the weld, and won’t get any penetration into the workpiece.
Now don’t throw away your hopes and dreams of owning a TIG welder because of the gas issue! The good news is that many modern TIG welders are inverter, multi-process machines that can TIG weld and Stick weld with the flip of a switch and swapping a couple fittings. The process for TIG welding and ARC welding is VERY similar where you have a lead with an electrode holder or torch. With either process you either touch the electrode to the work piece or get it close enough for the arc to jump and you’re welding. The differences end there though, ARC welding uses an electrode that is a consumable. It wears many hats, it’s the filler rod, creates the electrical circuit to weld, and is also coated in a coating that creates the shielding gas needed to keep the weld puddle protected while welding. With TIG welding you hold the filler rod in one hand and the torch/tungsten in the other and you add the filler rod to the puddle with a shielding gas flowing from the torch and over the molten weld puddle.
So if you’re looking to weld without gas, but could see yourself jumping into TIG welding at a later point, we’d suggest getting a multi-process TIG welder that allows you to ARC or Stick weld also. We offer numerous TIG welders and most of them allow you to ARC weld without gas as well. Find our entire TIG welder line
